
一、施工准备
1、技术准备
(1)施工前,根据炉膛、炉衬的结构特征和现场实际情况,因地制宜地选择安全有效、经济合理、施工简便的方法,使所有施工人员在施工前作到心中有数。
(2)了解材料厂家的供货情况,充分了解浇注材料的品种、规格,施工的方法,制定合理的施工工期。
(3)特别注意水质量应达到饮用水标准,PH值7-7.5。批量施工前应做小样实验确定水源。
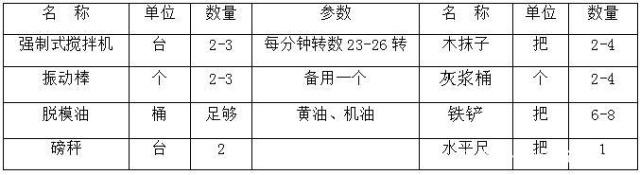
2、施工机具、材料准备
3、人员准备
所有施工人员要进行“三级”安全教育,并有一年以上的浇注料施工经验。
二、施工程序和质量控制措施
1、施工过程和工作内容
1.1材料保管:
筑炉前应在工地建立耐火材料仓库,仓库的面积应满足材料周转的需要,并做到通风良好,具备防雨、防潮条件,在冬季施工时库房采取防冻保温措施。
材料安全使用期为一年,如结合剂硬化结块,请勿使用,应联系材料供应商更换结合剂后,并做样块实验合格后,才能批量使用。
1.2施工流程
模板安装→浇注料搅拌→浇注料施工→浇注料养护→检查→修补→烘炉→交付使
1.3装模:
模板用材可选用不吸水的钢模或木模,选用钢模板时钢模板表面必须光滑无锈,各块钢模板之间的连接缝必须紧密、无间隔且平面之间保持整体平整,确保不出现漏浆、漏液。选用木模板时应根据不同的施工部位确定模板厚度。应在模板与浇筑料接触部位,涂脱膜剂,必要的部位可贴脱模纸。制作好的模板必须安装牢固可靠,尺寸准确,并能承受一定的撑力,使其在浇注时不变形。模块之间用设计拔模锥度,保证拆除模板省力,方便。
1.4样块实验
浇注料施工时要根据不同施工部位制作试块,现场作100mm×100mm×100mm左右试块不少于两块,试块制作和养护应与炉衬施工条件一致,观察样块的强度,记录硬化时间,测试样块强度,进一步确认批量生产的生产技术要素。
1.5浇注料施工:
浇注料的施工温度控制在5~35 ℃之间。
1、搅拌时应用强制搅拌机搅拌,每分钟转数23-26转,按工艺要求的配比,先将浇注料袋装干料倒入机内,并取出结合剂,分散剂一并倒入,先干混2-3分钟,加水湿混3-5分钟,加水宜少不宜多,加水量8.0-9.0%,随时根据气温、湿度、及流动性情况调整水量。
2、较大的炉膛施工,应保持施工的连续性,中途不能停顿,分层施工时,应采取2-3台搅拌机连续施工,避免产生分层现象。人员作业要前后、左右相互照应,相互呼应,协调一致。 如施工不能连续特殊情况下,应采取延缓材料凝固的措施,施工单位应在8-10小时内完成继续施工的生产准备,时间尽可能短。确保层于层之间的自然连接,防止分层现象的产生。缓凝措施应由材料生产商确认,不能对浇注料最终强度产生影响。
3、振捣:倒入模内浇注料应立即用振动方式振实,不得漏振和在同一位置久振和重振,避免浇注料产生离析和孔洞。振动棒故障时,应及时启用备用振动棒。搅拌好的浇注料必须尽快施工,从加水到施工完成控制在15分钟之内。
4、每次搅拌量应在初凝前浇筑完,失去流动性的浇注料不得使用。
1.6养护:
浇注料初凝后要及时养护,使其在湿润状态下养护,养护温度控制在10~35℃。待浇注料表面干燥后,并达到70%强度方可拆模,.
1.7烘干:
根据不同牌号和浇注料衬体厚度及现场气候条件状况,用户必须提供足够的烘烤时间,
确保水分排除不发生爆裂现象,详见炉膛浇注料烘干温控曲线。
1.8注意事项:
1、严格控制加水量,冬天施工室温必须大于5℃,并有一定的防冻措施。有条件最后使用20度左右的水合料。
2、必须采用强制式搅拌机混料,严禁人工拌料。
3、严禁与其他牌号的浇注料混配使用。
